20年+
创立时间
10万+
服务客户
3000万+
年产销量
20亩+
占地面积
ABOUT THREE STAR
关于三星
APPLICATION
应用领域

.png)
钢铁


汽车


船舶

水利

.png)
化工厂

桥梁

风力


建筑


工程机械
NEWS CENTER
新闻中心
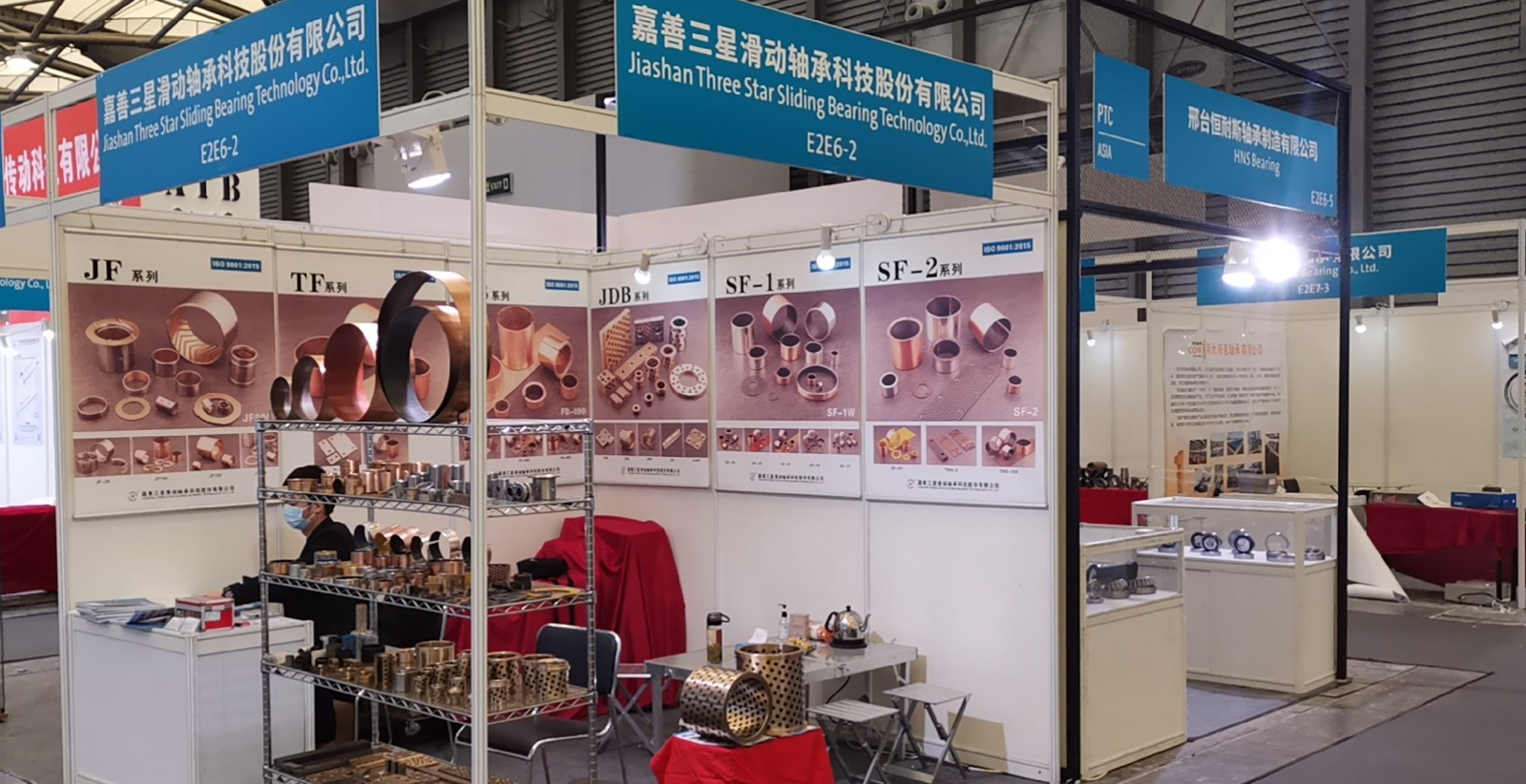
2020-11-04
嘉善三星滑动轴承科技股份有限公司于2020年11月3日-6日在上海新国际博览中心,参加第25届亚洲国际传动与控制技术展览会(2020PTC展,展馆号:E2,展位号:E6-2-B区),欢迎各广大新老客商莅临我司展位参观洽谈。
![]()
2020-08-22
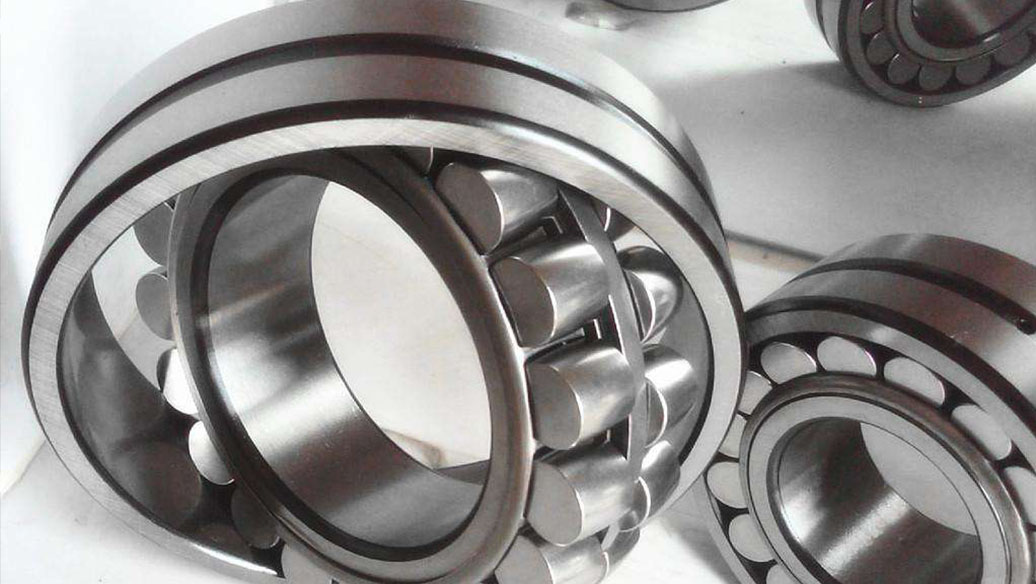
2020年6月当月,我国轴承进口用汇3.68亿美元,环比增长10. 13%,较去年6月同比增长34.64%,较上月(8. 17%)的增幅增长了26.47个百分点。轴承进口数量完成1.91亿套,环比增长3.74%,较去年6月同比增长26.61%,较上月(4%) 的增幅增长了22.61个百分点;
![]()

2020-08-22
精密轴承按照ISO的分级标准分为:P0,P6,P5,P4,P2.等级 依次增高,其中P0为普通精度,其他等级都是精密级别。
![]()

扫一扫关注样册

扫一扫关注手机站





